

-
Интегральная толщинометрия
Одной из наиболее актуальных задач неразрушающего контроля является обнаружение и определение степени коррозионного поражения объекта. Как правило, для решения этой задачи используются ультразвуковые толщиномеры, позволяющие производить локальные измерения толщины стенки. Недостатками такого способа НК являются высокая трудоемкость контроля больших по площади объектов, необходимость снятия изоляции на всей контролируемой области, невозможность контроля толщины участков объекта, к которым отсутствует физический доступ.
Таким образом, актуальной является задача разработки метода, позволяющего проводить не точечный, а интегральный контроль толщины, т.е. получать данные о значениях толщины стенки в некоторой области объекта при помощи датчиков, установленных по периметру этой области. Для решения поставленной задачи акустическими методами необходима передача сигнала по стенке объекта на дистанции до нескольких метров. Это требует перехода от характерных для обычных УЗ толщиномеров частот порядка нескольких мегагерц к диапазону 10-500 кГц, обычно используемому для АЭ контроля.
Компанией «ИНТЕРЮНИС-ИТ» разработан метод интегрального контроля и мониторинга толщины стенки, основанный на явлении зависимости групповой скорости акустических волн Лэмба от произведения частоты сигнала и толщины стенки. Метод реализован на базе стандартных АЭ комплексов и преобразователей акустической эмиссии (ПАЭ) и защищен патентом РФ №2540942.
Принципы и схема работы следующие. На объекте на расстоянии нескольких метров друг от друга устанавливаются 2 ПАЭ, служащие в качестве излучателя и приемника акустических сигналов. На излучающий преобразователь подается электрический дельта-импульс, в результате чего ПАЭ испускает импульсный и широкополосный акустический сигнал. Сигнал распространяется по стенке объекта в виде комбинации волн Лэмба и регистрируется вторым ПАЭ. Рассчитывается спектрограмма принятого сигнала. Ее обработка позволяет с высокой точностью определить времена прихода t(f) различных частотных составляющих волн Лэмба, которые следующим образом зависят от графика значений толщины h(x) на отрезке между ПАЭ:
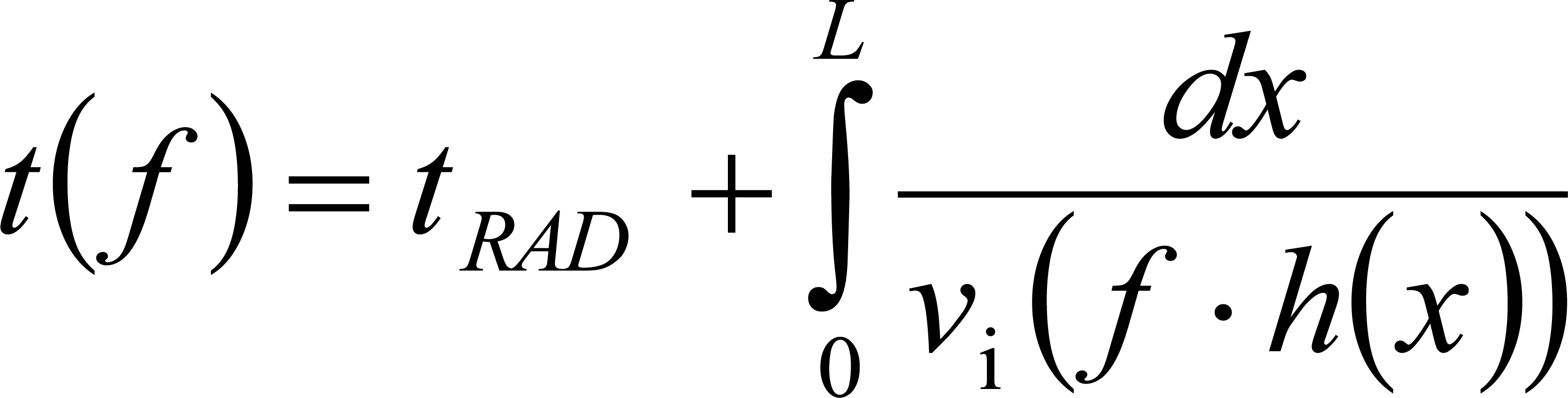
формируя на спектрограмме т.н. дисперсионные кривые. Отсюда следует, что анализ зависимости времени прихода волн Лэмба от частоты, т.е. анализ спектрограммы, позволяет получить информацию о значениях толщин на отрезке между ПАЭ. Здесь vi – групповая скорость i-ой волны Лэмба, tRAD – момент излучения, L – расстояние между ПАЭ. Процесс обработки спектрограммы и определения толщины стенки может проводиться как вручную, так и в автоматическом режиме. Рабочие частоты порядка 2000 кГц∙мм/h, где h - характерная толщина стенки.
Для тестирования работы метода были проведено несколько серий экспериментов. Было выявлено, что:
1. Контролируемая зона представляет собой вытянутую вдоль отрезка, соединяющего ПАЭ, область, имеющую ширину не более 2-6% от дистанции между датчиками. Сварные швы не оказывают влияния на процесс измерений.
2. Испытания на выведенных из эксплуатации объектах показали, что метод как минимум работоспособен в диапазоне толщин 4–40 мм, при диаметре трубы 500–1220 мм. При этом максимальная дистанция между 2 ПАЭ ограничивается затуханием акустического сигнала и для труб в хорошем состоянии доходит до 12 м при наличии изоляции и как минимум до 56 м на трубопроводах со снятой изоляцией. На объектах с постоянной толщиной стенки точность определения толщины достигает 1%.
3. В условиях работы на территории нефтехимических заводов метод работоспособен как минимум на трубах без изоляции с диаметром 221-431 мм на дистанциях от 1 до 7 м. Погрешность определения толщины при этом составляет порядка 10%. Важным условием является отсутствие жидкости в контролируемом объекте.
Поскольку метод основан на анализе волн Лэмба, распространяющихся по всей толщине стенки объекта от одного ПАЭ к другому, и в нем не используются отраженные от дефектов сигналы, имеются следующие ограничения и особенности:
1. Различение локального и общего утонения или локализация утонения возможны только путем соотнесения результатов нескольких измерений с различными положениями ПАЭ.
2. Невозможно обнаружить питтинг и другие локальные повреждения размером менее длины акустической волны, в данном случае составляющей порядка 15 мм.
3. Метод не позволяет различать внешнюю и внутреннюю коррозию.

Расположение излучателя и приемников на объекте контроля и значения средних толщин между ними
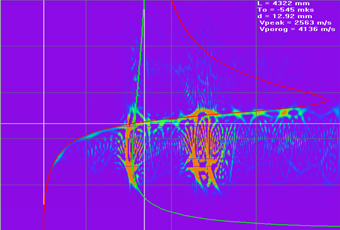
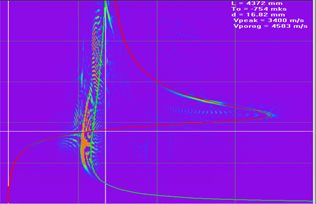
Спектрограммы сигналов, соответствующие толщине стенки 13 мм и 17 мм
-
Сопровождение ВТД
Одной из основных областей неразрушающего контроля на сегодняшний день является контроль трубопроводов. Большинство подобного рода объектов имеют значительную протяженность в осевом направлении, из-за чего ручной контроль всего объекта является нецелесообразным как по временным, так и по финансовым затратам. Большое распространение в данной отрасли получили внутритрубные дефектоскопы (ВТД). Одной из проблем применения метода внутритрубной диагностики является то, что в ходе контроля информация о нахождении дефектоскопа отсутствует, и в случае остановки его местоположение будет неизвестно, что, в свою очередь, приведет к существенным трудностям по его извлечению. Поэтому актуальной задачей при проведении внутритрубной диагностики является мониторинг движения дефектоскопа.
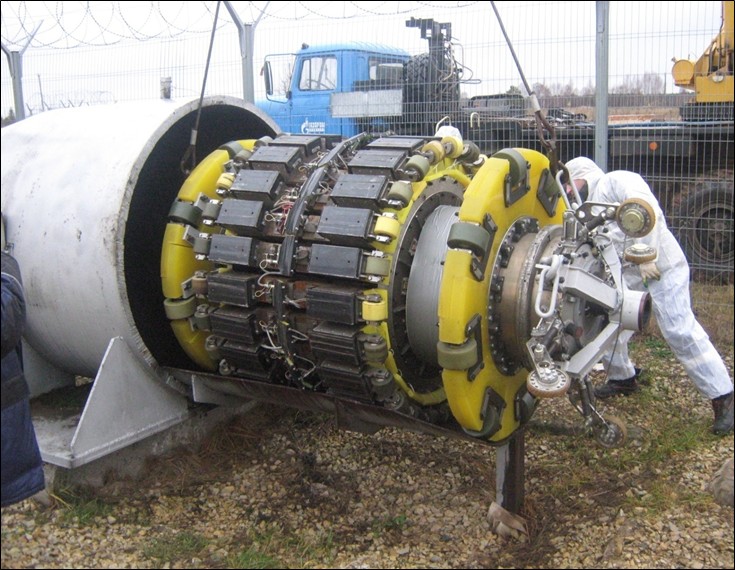
Специалистами «ИНТЕРЮНИС-ИТ» проведен ряд экспериментов с использованием низкочастотных преобразователей АЭ, позволивших регистрировать движение ВТД на дистанциях до 20 км. Обнаружена четкая тенденция к уменьшению амплитуд АЭ сигналов по мере удаления дефектоскопа от преобразователя. Более детальное рассмотрение дает возможность выявлять периодические удары дефектоскопа о сварные швы, позволяя определять скорость движения дефектоскопа. Ведутся работы по определению координат дефектоскопа с точностью до сварного шва.

Импульсы от соударения дефектоскопа и сварных швов
-
Контроль на режиме
Традиционно АЭ контроль проводится для объектов, выведенных из эксплуатации. Такое требование связано как с эффектом Кайзера, приводящим к необходимости превышения тестовой нагрузки над рабочей, так и с повышенным уровнем шумов во время работы объекта. Однако проведение контроля в режиме эксплуатации допустимо при условии увеличения периода сбора АЭ данных и разработки специализированной методики.
Поскольку проведение диагностики зависит от особенностей технологического процесса и эксплуатационной нагруженности оборудования, для каждого типа контролируемых объектов требуется разработка отдельной методики АЭ контроля в режиме эксплуатации. В ходе разработки необходимо провести детальное предварительное диагностическое обследование объекта, включающее оценку уровня и спектра акустических шумов с целью максимизации отношения сигнал/шум. Также необходимо провести анализ изменения рабочих параметров: температуры и рабочего давления – для статического оборудования, режима вращения – для динамического оборудования, и на его основе построить алгоритм интерпретации АЭ данных.
Компания «ИНТЕРЮНИС-ИТ» проводила исследования по оценке возможности организации непрерывного АЭ мониторинга без вывода из эксплуатации следующих объектов: несущие элементы металлоконструкций шагающего экскаватора типа Драглайн, высокотемпературный технологический трубопровод, 7-пролетный автомобильный мост через реку, а также роликовые опоры вращающейся печи. Для каждого из объектов были определены оптимальные рабочий диапазон частот, уровень порога и дистанция между ПАЭ, разработана методика анализа данных, позволяющая выявлять полезные сигналы на фоне высокого уровня шумов.
При АЭ диагностике стрелы и подкосов шагающего экскаватора с длиной стрелы 90 м и вместимостью ковша 20 м3 без вывода его из эксплуатации использовался 30-канальный АЭ комплекс. При использовании частотного диапазона 150-500 кГц и порога 50 дБ активность АЭ приобрела циклический характер, синхронизированный с режимом работы экскаватора. Рекомендуемые по результатам измерения затухания расстояния между ПАЭ составили от 4.5 до 9 м. Сбор АЭ данных проводился в течение 2 суток. На нижнем поясе стрелы не выявлено источников АЭ. На колонне и верхнем поясе стрелы выявлено несколько источников АЭ, которые оказались шумом лебедки. На левом и правом подкосах выявлено 6 источников АЭ, по результатам УЗК два из них были классифицированы как трещины размером 20 и 30 мм.

При АЭ контроле высокотемпературного технологического трубопровода наиболее подходящим оказалось использование частотного диапазона 100-500 кГц и порога в районе 40-55 дБ. Выявлено, что уровень шума существенно растет при скорости изменения температуры более 1°C/мин. Обнаружено, что коэффициент затухания АЭ сигнала существенно повышается по мере накопления отложений во внутреннем объеме трубопровода. Методом АЭ течь через фланцевые соединения была выявлена задолго до того, как она, скрытая под слоем теплоизоляции, стала визуально заметной.
Проводились работы по комплексной диагностике имеющего длину 724 м автомобильного 7-пролетного металлического моста через реку. Фундаменты под железобетонные опоры – свайные. Специально разработанная мониторинговая версия АЭ комплекса включала в себя не только 33 ПАЭ, установленных в наиболее потенциально опасных местах, но и вибропреобразователи, тензодатчики, датчики температуры, инклинометры, датчик раскрытия трещины, видеокамеры, а также метеостанцию и блок беспроводной радиорелейной связи. При анализе АЭ данных выявлен высокий уровень шумов, вызванных вибрацией и стуком при проезде транспортных средств и порывах ветра. Выбран оптимальный частотный диапазон (60-200 кГц), показана необходимость фиксации незакрепленных элементов конструкции. Выявлено, что на линейной части моста оптимальное расстояние между ПАЭ составляет около 6 м. Предложен многоступенчатый алгоритм фильтрации шумов, включающий в себя селекцию по АЭ параметрам, и определена зависимость вероятности обнаружения дефекта от дистанции между ПАЭ.
На глиноземном комбинате в цехах спекания и кальцинации было обследовано 15 опорных блоков вращающихся печей с различными сроками эксплуатации. Выявлено, что внешние шумы не превышают 32 дБ, за исключением строго периодических сигналов, связанных с задирами и шероховатостями на поверхности ролика или бандажа печи. Выявлено, что для контроля требуется установить по 3 ПАЭ на каждом из 2 подшипниковых корпусов, а также установить по 1 ПАЭ на противоположных торцах, предварительно сняв торцевые крышки вала. По АЭ данным были идентифицированы такие дефекты, как усталостные трещины на галтельных переходах, износ поверхности вала при фрикционном контакте, трещины внутреннего кольца подшипника и бринеллирование, а также нарушение режима смазки.

Таким образом, показано, что задача АЭ контроля различных объектов без вывода их из эксплуатации, несмотря на свою сложность, является вполне решаемой. Применение, вдобавок к остальным методам НК, АЭ диагностики, обладающей такими уникальными качествами, как высокая чувствительность и высокая производительность проведения диагностики, позволяет существенно снизить величину риска отказа оборудования без существенного повышения затрат на проведение работ по контролю.
-
Низкочастотная акустическая эмиссия
На сегодняшний день на территории России действует разветвленная сеть магистральных трубопроводов, которая покрывает 35% территории страны, пересекая автомобильные и железные дороги, водоемы и лесные массивы, иногда проходя в непосредственной близости от населенных пунктов. Поскольку транспортируемая ими среда в большинстве случаев обладает пожаро- и взрывоопасностью, огромное значение придается вопросам обеспечения надежности и безопасности.
Одним из методов неразрушающегося контроля, использующимся для выявления дефектов в процессе эксплуатации магистральных трубопроводов, является метод акустической эмиссии (АЭ), который обладает высокой чувствительностью к наиболее опасным (развивающимся) дефектам, обеспечивает интегральную оценку технического состояния протяженных участков трубопроводов и учитывает динамику развития дефектов при оценке их степени опасности.
Несмотря на высокую производительность метода АЭ и современного АЭ оборудования, которые позволяют за один цикл измерений проконтролировать до 8 км трубопровода, одной из основных проблем, препятствующих более широкому применению этого метода на трубопроводах подземной прокладки, является необходимость проведения шурфования для установки на поверхность трубы пьезоакустических преобразователей на расстоянии до 12-70 м друг от друга. Данное требование возникает из-за того, что на больших дистанциях между шурфами акустические сигналы от дефектов, которые могут присутствовать на контролируемом объекте, могут затухать и не доходить до ближайших к ним преобразователей АЭ, как правило, работающих на частотах 30-500 кГц.
Поскольку затухание акустических сигналов, как правило, пропорционально частоте, основным способом увеличения дистанции между шурфами до 100 и более метров является понижение рабочих частот до 0.1-30 кГц. Однако при переходе в область низких рабочих частот, помимо амплитуд полезных сигналов, растут и амплитуды шумов. Таким образом, решение поставленной задачи требует разработки методик, эффективных алгоритмов и фильтров, позволяющих уверенно обнаруживать полезный сигнал в присутствии сильных помех или нестационарных технологических шумов с различной природой и априорно неизвестными свойствами, в т.ч. при отношении сигнал/шум меньше единицы.
Компанией «ИНТЕРЮНИС-ИТ» проводятся исследования в данной области. Они включают в себя беспороговый непрерывный съем данных на трубопроводах при помощи удаленных друг от друга на дистанции до 200 м ПАЭ и вибродатчиков, работающих на частотах от 0.2 до 60 кГц. Для удаления шумов разрабатываются и применяются специализированные методы фильтрации, автоматически адаптирующиеся к характеристикам фонового шума. Для локации низкоамплитудных и удаленных источников АЭ разрабатываются специальные беспороговые методы определения времени прихода сигнала, кроме того, используются корреляционные методы локации. Для теоретической оценки возможностей метода, анализа распространяющихся по трубопроводу мод колебаний и тестирования разрабатываемых методов локации используется моделирование распространения сигнала АЭ по трубопроводу методом конечных элементов.

Одной из наиболее актуальных задач неразрушающего контроля является обнаружение и определение степени коррозионного поражения объекта. Как правило, для решения этой задачи используются ультразвуковые толщиномеры, позволяющие производить локальные измерения толщины стенки. Недостатками такого способа НК являются высокая трудоемкость контроля больших по площади объектов, необходимость снятия изоляции на всей контролируемой области, невозможность контроля толщины участков объекта, к которым отсутствует физический доступ.
Таким образом, актуальной является задача разработки метода, позволяющего проводить не точечный, а интегральный контроль толщины, т.е. получать данные о значениях толщины стенки в некоторой области объекта при помощи датчиков, установленных по периметру этой области. Для решения поставленной задачи акустическими методами необходима передача сигнала по стенке объекта на дистанции до нескольких метров. Это требует перехода от характерных для обычных УЗ толщиномеров частот порядка нескольких мегагерц к диапазону 10-500 кГц, обычно используемому для АЭ контроля.
Компанией «ИНТЕРЮНИС-ИТ» разработан метод интегрального контроля и мониторинга толщины стенки, основанный на явлении зависимости групповой скорости акустических волн Лэмба от произведения частоты сигнала и толщины стенки. Метод реализован на базе стандартных АЭ комплексов и преобразователей акустической эмиссии (ПАЭ) и защищен патентом РФ №2540942.
Принципы и схема работы следующие. На объекте на расстоянии нескольких метров друг от друга устанавливаются 2 ПАЭ, служащие в качестве излучателя и приемника акустических сигналов. На излучающий преобразователь подается электрический дельта-импульс, в результате чего ПАЭ испускает импульсный и широкополосный акустический сигнал. Сигнал распространяется по стенке объекта в виде комбинации волн Лэмба и регистрируется вторым ПАЭ. Рассчитывается спектрограмма принятого сигнала. Ее обработка позволяет с высокой точностью определить времена прихода t(f) различных частотных составляющих волн Лэмба, которые следующим образом зависят от графика значений толщины h(x) на отрезке между ПАЭ:
формируя на спектрограмме т.н. дисперсионные кривые. Отсюда следует, что анализ зависимости времени прихода волн Лэмба от частоты, т.е. анализ спектрограммы, позволяет получить информацию о значениях толщин на отрезке между ПАЭ. Здесь vi – групповая скорость i-ой волны Лэмба, tRAD – момент излучения, L – расстояние между ПАЭ. Процесс обработки спектрограммы и определения толщины стенки может проводиться как вручную, так и в автоматическом режиме. Рабочие частоты порядка 2000 кГц∙мм/h, где h - характерная толщина стенки.
Для тестирования работы метода были проведено несколько серий экспериментов. Было выявлено, что:
1. Контролируемая зона представляет собой вытянутую вдоль отрезка, соединяющего ПАЭ, область, имеющую ширину не более 2-6% от дистанции между датчиками. Сварные швы не оказывают влияния на процесс измерений.
2. Испытания на выведенных из эксплуатации объектах показали, что метод как минимум работоспособен в диапазоне толщин 4–40 мм, при диаметре трубы 500–1220 мм. При этом максимальная дистанция между 2 ПАЭ ограничивается затуханием акустического сигнала и для труб в хорошем состоянии доходит до 12 м при наличии изоляции и как минимум до 56 м на трубопроводах со снятой изоляцией. На объектах с постоянной толщиной стенки точность определения толщины достигает 1%.
3. В условиях работы на территории нефтехимических заводов метод работоспособен как минимум на трубах без изоляции с диаметром 221-431 мм на дистанциях от 1 до 7 м. Погрешность определения толщины при этом составляет порядка 10%. Важным условием является отсутствие жидкости в контролируемом объекте.
Поскольку метод основан на анализе волн Лэмба, распространяющихся по всей толщине стенки объекта от одного ПАЭ к другому, и в нем не используются отраженные от дефектов сигналы, имеются следующие ограничения и особенности:
1. Различение локального и общего утонения или локализация утонения возможны только путем соотнесения результатов нескольких измерений с различными положениями ПАЭ.
2. Невозможно обнаружить питтинг и другие локальные повреждения размером менее длины акустической волны, в данном случае составляющей порядка 15 мм.
3. Метод не позволяет различать внешнюю и внутреннюю коррозию.
Расположение излучателя и приемников на объекте контроля и значения средних толщин между ними
Спектрограммы сигналов, соответствующие толщине стенки 13 мм и 17 мм
Одной из основных областей неразрушающего контроля на сегодняшний день является контроль трубопроводов. Большинство подобного рода объектов имеют значительную протяженность в осевом направлении, из-за чего ручной контроль всего объекта является нецелесообразным как по временным, так и по финансовым затратам. Большое распространение в данной отрасли получили внутритрубные дефектоскопы (ВТД). Одной из проблем применения метода внутритрубной диагностики является то, что в ходе контроля информация о нахождении дефектоскопа отсутствует, и в случае остановки его местоположение будет неизвестно, что, в свою очередь, приведет к существенным трудностям по его извлечению. Поэтому актуальной задачей при проведении внутритрубной диагностики является мониторинг движения дефектоскопа.
Специалистами «ИНТЕРЮНИС-ИТ» проведен ряд экспериментов с использованием низкочастотных преобразователей АЭ, позволивших регистрировать движение ВТД на дистанциях до 20 км. Обнаружена четкая тенденция к уменьшению амплитуд АЭ сигналов по мере удаления дефектоскопа от преобразователя. Более детальное рассмотрение дает возможность выявлять периодические удары дефектоскопа о сварные швы, позволяя определять скорость движения дефектоскопа. Ведутся работы по определению координат дефектоскопа с точностью до сварного шва.
Импульсы от соударения дефектоскопа и сварных швов
Традиционно АЭ контроль проводится для объектов, выведенных из эксплуатации. Такое требование связано как с эффектом Кайзера, приводящим к необходимости превышения тестовой нагрузки над рабочей, так и с повышенным уровнем шумов во время работы объекта. Однако проведение контроля в режиме эксплуатации допустимо при условии увеличения периода сбора АЭ данных и разработки специализированной методики.
Поскольку проведение диагностики зависит от особенностей технологического процесса и эксплуатационной нагруженности оборудования, для каждого типа контролируемых объектов требуется разработка отдельной методики АЭ контроля в режиме эксплуатации. В ходе разработки необходимо провести детальное предварительное диагностическое обследование объекта, включающее оценку уровня и спектра акустических шумов с целью максимизации отношения сигнал/шум. Также необходимо провести анализ изменения рабочих параметров: температуры и рабочего давления – для статического оборудования, режима вращения – для динамического оборудования, и на его основе построить алгоритм интерпретации АЭ данных.
Компания «ИНТЕРЮНИС-ИТ» проводила исследования по оценке возможности организации непрерывного АЭ мониторинга без вывода из эксплуатации следующих объектов: несущие элементы металлоконструкций шагающего экскаватора типа Драглайн, высокотемпературный технологический трубопровод, 7-пролетный автомобильный мост через реку, а также роликовые опоры вращающейся печи. Для каждого из объектов были определены оптимальные рабочий диапазон частот, уровень порога и дистанция между ПАЭ, разработана методика анализа данных, позволяющая выявлять полезные сигналы на фоне высокого уровня шумов.
При АЭ диагностике стрелы и подкосов шагающего экскаватора с длиной стрелы 90 м и вместимостью ковша 20 м3 без вывода его из эксплуатации использовался 30-канальный АЭ комплекс. При использовании частотного диапазона 150-500 кГц и порога 50 дБ активность АЭ приобрела циклический характер, синхронизированный с режимом работы экскаватора. Рекомендуемые по результатам измерения затухания расстояния между ПАЭ составили от 4.5 до 9 м. Сбор АЭ данных проводился в течение 2 суток. На нижнем поясе стрелы не выявлено источников АЭ. На колонне и верхнем поясе стрелы выявлено несколько источников АЭ, которые оказались шумом лебедки. На левом и правом подкосах выявлено 6 источников АЭ, по результатам УЗК два из них были классифицированы как трещины размером 20 и 30 мм.
При АЭ контроле высокотемпературного технологического трубопровода наиболее подходящим оказалось использование частотного диапазона 100-500 кГц и порога в районе 40-55 дБ. Выявлено, что уровень шума существенно растет при скорости изменения температуры более 1°C/мин. Обнаружено, что коэффициент затухания АЭ сигнала существенно повышается по мере накопления отложений во внутреннем объеме трубопровода. Методом АЭ течь через фланцевые соединения была выявлена задолго до того, как она, скрытая под слоем теплоизоляции, стала визуально заметной.
Проводились работы по комплексной диагностике имеющего длину 724 м автомобильного 7-пролетного металлического моста через реку. Фундаменты под железобетонные опоры – свайные. Специально разработанная мониторинговая версия АЭ комплекса включала в себя не только 33 ПАЭ, установленных в наиболее потенциально опасных местах, но и вибропреобразователи, тензодатчики, датчики температуры, инклинометры, датчик раскрытия трещины, видеокамеры, а также метеостанцию и блок беспроводной радиорелейной связи. При анализе АЭ данных выявлен высокий уровень шумов, вызванных вибрацией и стуком при проезде транспортных средств и порывах ветра. Выбран оптимальный частотный диапазон (60-200 кГц), показана необходимость фиксации незакрепленных элементов конструкции. Выявлено, что на линейной части моста оптимальное расстояние между ПАЭ составляет около 6 м. Предложен многоступенчатый алгоритм фильтрации шумов, включающий в себя селекцию по АЭ параметрам, и определена зависимость вероятности обнаружения дефекта от дистанции между ПАЭ.
На глиноземном комбинате в цехах спекания и кальцинации было обследовано 15 опорных блоков вращающихся печей с различными сроками эксплуатации. Выявлено, что внешние шумы не превышают 32 дБ, за исключением строго периодических сигналов, связанных с задирами и шероховатостями на поверхности ролика или бандажа печи. Выявлено, что для контроля требуется установить по 3 ПАЭ на каждом из 2 подшипниковых корпусов, а также установить по 1 ПАЭ на противоположных торцах, предварительно сняв торцевые крышки вала. По АЭ данным были идентифицированы такие дефекты, как усталостные трещины на галтельных переходах, износ поверхности вала при фрикционном контакте, трещины внутреннего кольца подшипника и бринеллирование, а также нарушение режима смазки.
Таким образом, показано, что задача АЭ контроля различных объектов без вывода их из эксплуатации, несмотря на свою сложность, является вполне решаемой. Применение, вдобавок к остальным методам НК, АЭ диагностики, обладающей такими уникальными качествами, как высокая чувствительность и высокая производительность проведения диагностики, позволяет существенно снизить величину риска отказа оборудования без существенного повышения затрат на проведение работ по контролю.
На сегодняшний день на территории России действует разветвленная сеть магистральных трубопроводов, которая покрывает 35% территории страны, пересекая автомобильные и железные дороги, водоемы и лесные массивы, иногда проходя в непосредственной близости от населенных пунктов. Поскольку транспортируемая ими среда в большинстве случаев обладает пожаро- и взрывоопасностью, огромное значение придается вопросам обеспечения надежности и безопасности.
Одним из методов неразрушающегося контроля, использующимся для выявления дефектов в процессе эксплуатации магистральных трубопроводов, является метод акустической эмиссии (АЭ), который обладает высокой чувствительностью к наиболее опасным (развивающимся) дефектам, обеспечивает интегральную оценку технического состояния протяженных участков трубопроводов и учитывает динамику развития дефектов при оценке их степени опасности.
Несмотря на высокую производительность метода АЭ и современного АЭ оборудования, которые позволяют за один цикл измерений проконтролировать до 8 км трубопровода, одной из основных проблем, препятствующих более широкому применению этого метода на трубопроводах подземной прокладки, является необходимость проведения шурфования для установки на поверхность трубы пьезоакустических преобразователей на расстоянии до 12-70 м друг от друга. Данное требование возникает из-за того, что на больших дистанциях между шурфами акустические сигналы от дефектов, которые могут присутствовать на контролируемом объекте, могут затухать и не доходить до ближайших к ним преобразователей АЭ, как правило, работающих на частотах 30-500 кГц.
Поскольку затухание акустических сигналов, как правило, пропорционально частоте, основным способом увеличения дистанции между шурфами до 100 и более метров является понижение рабочих частот до 0.1-30 кГц. Однако при переходе в область низких рабочих частот, помимо амплитуд полезных сигналов, растут и амплитуды шумов. Таким образом, решение поставленной задачи требует разработки методик, эффективных алгоритмов и фильтров, позволяющих уверенно обнаруживать полезный сигнал в присутствии сильных помех или нестационарных технологических шумов с различной природой и априорно неизвестными свойствами, в т.ч. при отношении сигнал/шум меньше единицы.
Компанией «ИНТЕРЮНИС-ИТ» проводятся исследования в данной области. Они включают в себя беспороговый непрерывный съем данных на трубопроводах при помощи удаленных друг от друга на дистанции до 200 м ПАЭ и вибродатчиков, работающих на частотах от 0.2 до 60 кГц. Для удаления шумов разрабатываются и применяются специализированные методы фильтрации, автоматически адаптирующиеся к характеристикам фонового шума. Для локации низкоамплитудных и удаленных источников АЭ разрабатываются специальные беспороговые методы определения времени прихода сигнала, кроме того, используются корреляционные методы локации. Для теоретической оценки возможностей метода, анализа распространяющихся по трубопроводу мод колебаний и тестирования разрабатываемых методов локации используется моделирование распространения сигнала АЭ по трубопроводу методом конечных элементов.